
Neodymium magnets in electric vehicles | Types, manufacturing and usage

Battery-driven electric vehicles have 3 main cost-driven components – battery, electric motor and controller. In an electric vehicle, the motor must be able to achieve the maximum possible efficiency in order to preserve and maximize battery life. Rare earth magnets are one of the main components of electric motors. In this article, Saravanan R sheds light onto the rare earth magnets, particularly Neodymium magnets, which are widely used in Electric vehicle motors.
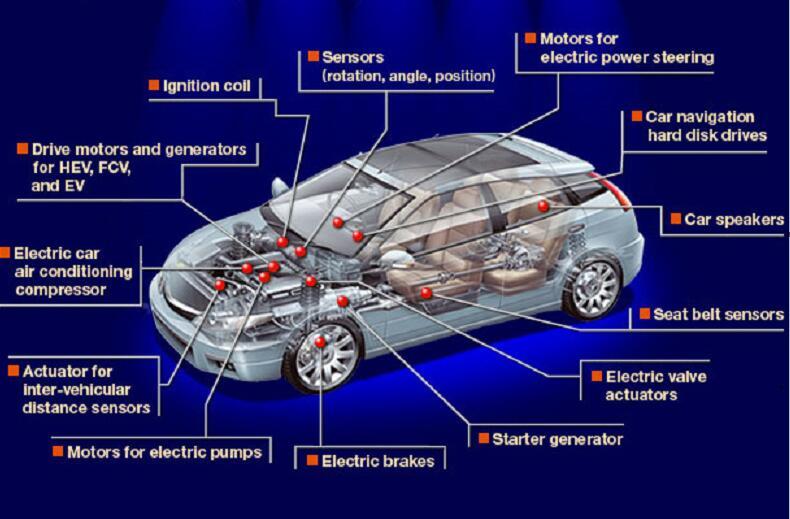
Presence of magnets in electric power transmission systems
An electric motor has 2 major sub-assemblies: Stator Assembly and Rotor Assembly. In most of the PMSM motors, the primary expensive component, “Magnets”, are placed in the rotor assembly. In electric power transmission systems, magnets are dominant in many other places as well, such as sensors, speakers etc, as seen in the below image.
The primary selection criteria to choose the suitable magnet is based on magnetic force, heat/temp withstand parameters and size.
Types of magnets
There are four main types of magnets:
- Ceramic (Ferrite) Magnets
- AlNiCo (Aluminium Nickel Cobalt) Magnets
- Samarium Cobalt (SmCo) Magnets
- Neodymium Iron Boron (NdFeB) Magnets
A few comparative specifications are given below for a better understanding of choosing the right magnets for the intended application.
| Ceramic Magnets | Alnico Magnets | Samarium Cobalt Magnets | Neodymium Iron Boron Magnets | |
| Raw Material | Barium or Strontium ferrite | Aluminium, Nickel and Cobalt | Rare Earth Elements | Rare Earth Elements |
| Max Br | 4.2 MGOe | 5.5 MGOe | 32 MGOe | 52 MGOe |
| Max Temp | 300°C | 540°C | 300°C | 220°C |
Currently, rare earth neodymium iron boron magnets are considered the optimum magnet (in terms of strength and size) for use in motors for electric vehicles as well as hybrid vehicles.
Magnet manufacturing process
Powder Metallurgy is the most common manufacturing method of magnets. In this process, a suitable composition is pulverized into a fine powder, compacted and Sintered. Ferrite, Samarium Cobalt (SmCo) and neodymium-iron-boron (NdFeB) magnets are all made by this method.
a. Raw Material Preparation




Image source | SDM Magents
– Suitable raw materials like Nd, Fe, B, Dy & Tb etc. are selected & mixed with the right portion for the required grade/specification.
– These raw materials are melted under vacuum or inert gas in an induction melting furnace.
– The molten alloy is either poured into a mold or processed in a strip caster.
– These cured metals are pulverized to form a fine powder.
– This very fine powder must be protected from exposure to oxygen; since it is chemically reactive and capable of igniting spontaneously in air.
b. Compacting/Pressing

– Flexible container is filled with powder, the container is sealed, and the container is placed into the isostatic press. Using a fluid, pressure is applied to the outside of the sealed container, compacting it equally on all sides.
c. Sintering

– Pressed parts are packaged & loaded into a vacuum sintering furnace. The particular temperatures and presence of vacuum or inert gas are specific to the type and grade of the magnet being produced. After reaching room temperature, both materials are given a lower temperature tempering heat treatment. Completed magnets have a rough surface.
d. Machining

– Sintered magnets require machining, grinding or slicing. Slicing can be performed with excellent precision, often eliminating the need for subsequent grinding. For lower-volume manufacturing of complex shapes, EDM machining is commonly used. Manufacturing method to be selected based on Quantity, Shape, Size and Complexity
– Machined magnets are processed vibratory tumbling to remove the sharp edges.
e. Surface Treatment

– The most common protective coatings include Zinc, Nickel, Nickel+Tin, Epoxy, and Phosphating.
f. Magnetising

– After the manufacturing is completed, the magnet requires “charging” to produce an external magnetic field.
Factors affecting the price of sintered NdFeB
a. Processing Cost
– The performance requirements, batch size, specification shape and processing tolerance size of the NdFeB magnet.The higher the performance requirements of NdFeB magnet processing, the higher the cost. For example, the price of an N45 magnet is much higher than that of an N35.
– The smaller the batch of NdFeB magnet processing, the higher the processing cost.
– It is related to its specifications and shapes. The shapes are divided into conventional and special shapes. The more complex the shape of the neodymium iron boron magnet, the higher the processing cost.
– Related to tolerance size: especially small NdFeB magnets, used in micro precision instruments, have very strict tolerance regulations; if the process cannot be achieved, manual selection is required, and it has a high scrap rate and a cost. Higher.
b. Market conditions affect the price fluctuations
– Raw material cost is the largest proportion of the overall magnet cost, such as the main raw material PrNd, Heavy rare earth elements (HREE), Dysprosium (Dy), and usually DyFe and Terbium (Tb). The fluctuation of price trends has the most direct impact on the price of sintered neodymium magnets.
Source | Leyuan Magnets
There are new technologies being developed to reduce HREE use and produce HREE-free solutions, such as grain boundary diffusion (GBD).
Typical magnet grades used in automotive applications
Motors
Traction machine HEV, EV: G54SH*, G52SH*, F42SH, G52TH*, G50TH, G50UH*, G48UH, G45UH, G48VH, G45EH, G38AH, G35AH
Power Steering Motor: G54H*, G52H, F48H, F45H, F42SH
Pump Motor: G54H*, G52H, F48H, F45H, F42SH, G50UH*, G48UH
Motor For Active Suspension: F42SH
Starter Motor: 40TH
Sensors
Anti-lock Brake System Sensor: F45H, F48H, F42SH
Distributor Sensor: 45UH, 38EH
CAM Sensor: 43EH, 45VH,48UH
Others
Electric Generator: G54SH*, G52SH*, F42SH, G52TH*, G50TH, G50UH*, G48UH, G45UH, G48VH, G45EH, G38AH, G35AH
Alternator: 40UH
Ignition Coil (For Bias): 43EH, 45VH,48UH.
Source | YSM Magnet
Buyer’s view
Choosing the right magnet (neither over-designed nor under-specified) plays a major role in optimising the performance, quality & cost of the end product. Recent new technologies of reducing the HREE content in the magnets and completely eliminating HREE content in the magnets are appreciable actions to reduce the cost of the end product. Also, research evolving in producing motors without rare earth magnets is showing the right direction towards green mobility around the globe.
References
- https://www.bunting-berkhamsted.com/rare-earth-magnets-in-electric-vehicle-motors/
- https://www.arnoldmagnetics.com/resources/magnet-manufacturing-process/
- https://idealmagnetsolutions.com/knowledge-base/how-neodymium-magnets-made/
- https://www.magnet-sdm.com/2021/12/23/how-are-neodymium-magnets-made/
- https://zhmagnet.com.cn/en/
- https://www.leyuangroup.com/what-factors-will-affect-the-price-of-ndfeb-magnets.html
- https://www.ysm-magnet.com/Application
- https://www.stanfordmagnets.com/permanent-magnets-in-electric-power-steering-system-eps.html
About the author

Saravanan R has a track record of nearly 20 years in multiple aspects of Global Sourcing & Strategic Procurement in the Electric Vehicle (EV) & Automotive Industries. He currently works with Okaya Electric Vehicle and can be reached at chanakkiyan@ymail.com.
Subscribe & Stay Informed
Subscribe today for free and stay on top of latest developments in EV domain.





Pingback: Neodymium sintered magnets and new manufacturing technologies | Grain boundary Diffusion • EVreporter